Microalloyed steels remain central to transportation and structural applications that require a favorable combination of strength, ductility, toughness, and weldability. In wheel-rim service, where cyclic loading, impact resistance, and manufacturing reliability are all critical, low-pearlite multicomponent steels are particularly attractive because carefully selected alloying additions can enhance performance without increasing the carbon content to levels that would compromise weldability or fracture resistance [1– 3]. Previous work on 10HFTBch steel has shown that, in addition to alloy design, a suitable thermomechanical route can improve both bulk properties and welded-joint performance, thereby supporting its use in heavily loaded transportation components [3– 7].
The central processing challenge is to define a stable hot-working window. During hot deformation, flow stress depends strongly on temperature, strain, and strain rate, and these variables influence work hardening, dynamic recovery, recrystallization, and the subsequent transformation behavior of the steel [6, 8– 12]. A constitutive description that captures these coupled effects is therefore important not only for interpreting laboratory tests, but also for selecting rolling schedules that avoid excessive loads while still promoting structural refinement.
Among empirical constitutive approaches, the Hansel–Spittel family is widely used for hot-working analysis because it provides a compact description of the combined influence of strain, strain rate, and temperature on flow stress. The present work revises and clarifies the original manuscript in three ways. First, it uses the term flow stress consistently in place of mixed terminology such as yield stress and deformation resistance. Second, it states the constitutive equations and variable definitions explicitly so that the mathematical framework is unambiguous. Third, it links the observed rheological trends more carefully to the rolling schedule previously proposed for 10HFTBch steel. The objective is therefore to present a transparent constitutive description of the hot-deformation behavior of 10HFTBch steel and to show how this description can support rational selection of processing parameters for industrial hot rolling.
The investigated material was experimental low-pearlite microalloyed steel 10HFTBch. Earlier studies on this grade reported that the alloy concept combines conventional low-carbon steel metallurgy with microalloying additions intended to improve structural stability, impact resistance, and suitability for wheel applications [3, 5– 7]. The hot-deformation behavior was examined on a Gleeble 3800 thermomechanical simulator. Before deformation testing, the blanks were heated to 900 °C, held for 1.5 min per millimeter of thickness, and air cooled. For the 7 mm sheet blanks considered here, this preliminary treatment was used to establish a comparatively uniform starting structural state.
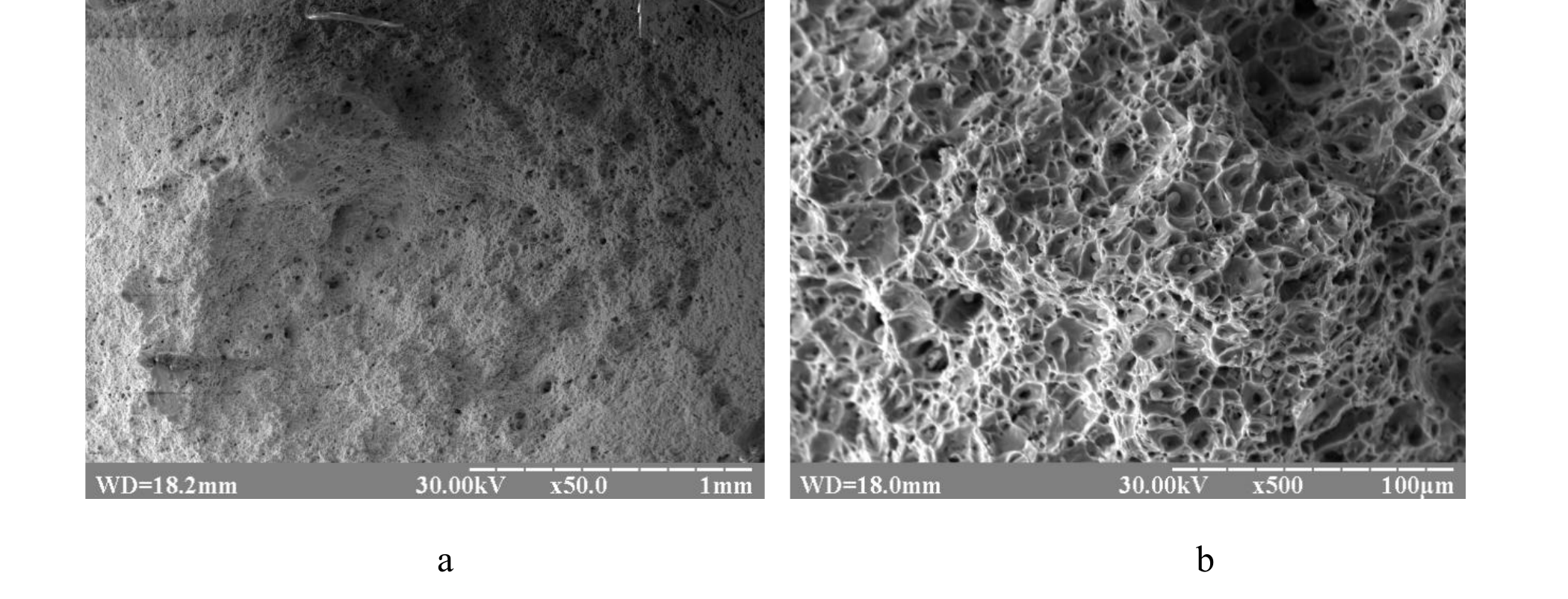
Figure 1 shows the fracture-surface morphology after the pre-treatment. Although these images are not, by themselves, a quantitative grain-size characterization, they confirm that the material entered the deformation stage from a controlled initial condition rather than from an obviously heterogeneous as-received state.
To avoid terminological ambiguity, the measured response is described throughout as the flow stress, denoted by \(\sigma_f\), which represents the instantaneous resistance of the steel to plastic flow under hot-working conditions. The general Hansel–Spittel representation may be written as \[\sigma_f = A\,\varepsilon^{m_1}\,\dot{\varepsilon}^{m_2}\,\exp\!\left(m_3 T + m_4 \varepsilon + m_5 \varepsilon T + m_6 \dot{\varepsilon} T\right), \label{eq:hs_general} \tag{1}\] where \(\varepsilon\) is the true strain, \(\dot{\varepsilon}\) is the strain rate, \(T\) is the deformation temperature, and \(A,m_1,\ldots,m_6\) are empirical coefficients. For hot-deformation analysis, a reduced form is often preferred because it is numerically more stable and more convenient for compact data representation: \[\sigma_f = A\,\varepsilon^{m_1}\,\dot{\varepsilon}^{m_2}\,\exp\!\left(\frac{m_3}{T_K}\right)\exp(m_4\varepsilon), \label{eq:hs_reduced} \tag{2}\] where \(T_K\) denotes the absolute temperature in kelvin.
For the present response-surface analysis, the calibrated analytical approximation previously reported for alloyed low-pearlite steels was used in the explicit form [12] \[\begin{aligned} \sigma_f ={}& 0.000082\,\varepsilon^{0.524152}\exp\!\left(-\frac{0.000163}{\varepsilon}\right)\exp(1.11363\varepsilon)(1+\varepsilon)^{-0.003363T}\\ &\times u^{-0.216846\,u^{0.000336T}}\,T^{2.97098}\exp(-0.004952T), \end{aligned} \label{eq:calibrated} \tag{3}\] where \(u\) is the strain rate in s, \(\varepsilon\) is true strain, \(T\) is the deformation temperature in °C, and \(\sigma_f\) is expressed in MPa. The explicit reporting of Eq. (3) addresses the principal reproducibility concern raised in review: the analytical surface used in the manuscript is now fully specified rather than described only in generic form.
The process window represented by the response surfaces is summarized in Table 1. In the original experimental report, adequacy was assessed through the correlation between measured and calculated flow-stress values for the three principal bivariate projections of the process space. To make that procedure explicit, the Pearson correlation coefficient between experimental values \(x_i\) and model values \(y_i\) may be written as \[r = \frac{\sum_{i=1}^{n}(x_i-\bar{x})(y_i-\bar{y})}{\sqrt{\sum_{i=1}^{n}(x_i-\bar{x})^2}\sqrt{\sum_{i=1}^{n}(y_i-\bar{y})^2}}. \label{eq:corr} \tag{4}\]
Because the underlying dataset reports global agreement through \(r\) values but does not provide pointwise residual statistics, the squared correlation \(r^2\) is reported here only as a descriptive adequacy index and not as a substitute for full residual-based validation.
| Item | Description |
|---|---|
| Material | Experimental low-pearlite microalloyed 10HFTBch steel |
| Testing system | Gleeble 3800 thermomechanical simulator |
| Blank thickness | 7 mm |
| Preliminary thermal treatment | Heating to 900 °C, holding for 1.5 min/mm of thickness, followed by air cooling |
| Response variable | Flow stress, \(\sigma_f\) (MPa) |
| Deformation temperature represented in the surfaces | Approximately 800 °C–900 °C |
| True strain represented in the surfaces | \(\varepsilon = 0\)–1.0 |
| Strain rate represented in the surfaces | \(u = 0\)–100 s |
| Adequacy assessment | Correlation between measured and analytical flow-stress values for the temperature–strain, temperature–strain-rate, and strain–strain-rate surfaces |
| Practical processing variables integrated from prior rolling studies | Finishing temperature, onset of accelerated cooling, and coiling temperature |
The ranges correspond to the process domain represented in the available response surfaces. In the revised manuscript, accelerated cooling onset temperature and coiling temperature are treated as downstream processing decisions informed by the constitutive analysis and prior rolling studies, not as independent variables in Eq. (3).
Figure 2 presents the modeled response surfaces for the principal bivariate combinations of process variables. Figure 2(a) describes the combined influence of deformation temperature and true strain. Across the investigated interval, increasing temperature decreases the flow stress, whereas increasing strain raises the resistance to deformation over most of the domain. The curvature of the surface suggests that the onset of visible softening shifts toward lower strain as temperature increases. This interpretation is physically plausible because the higher thermal energy available at elevated temperature promotes recovery and accelerates the softening mechanisms that compete with strain hardening.
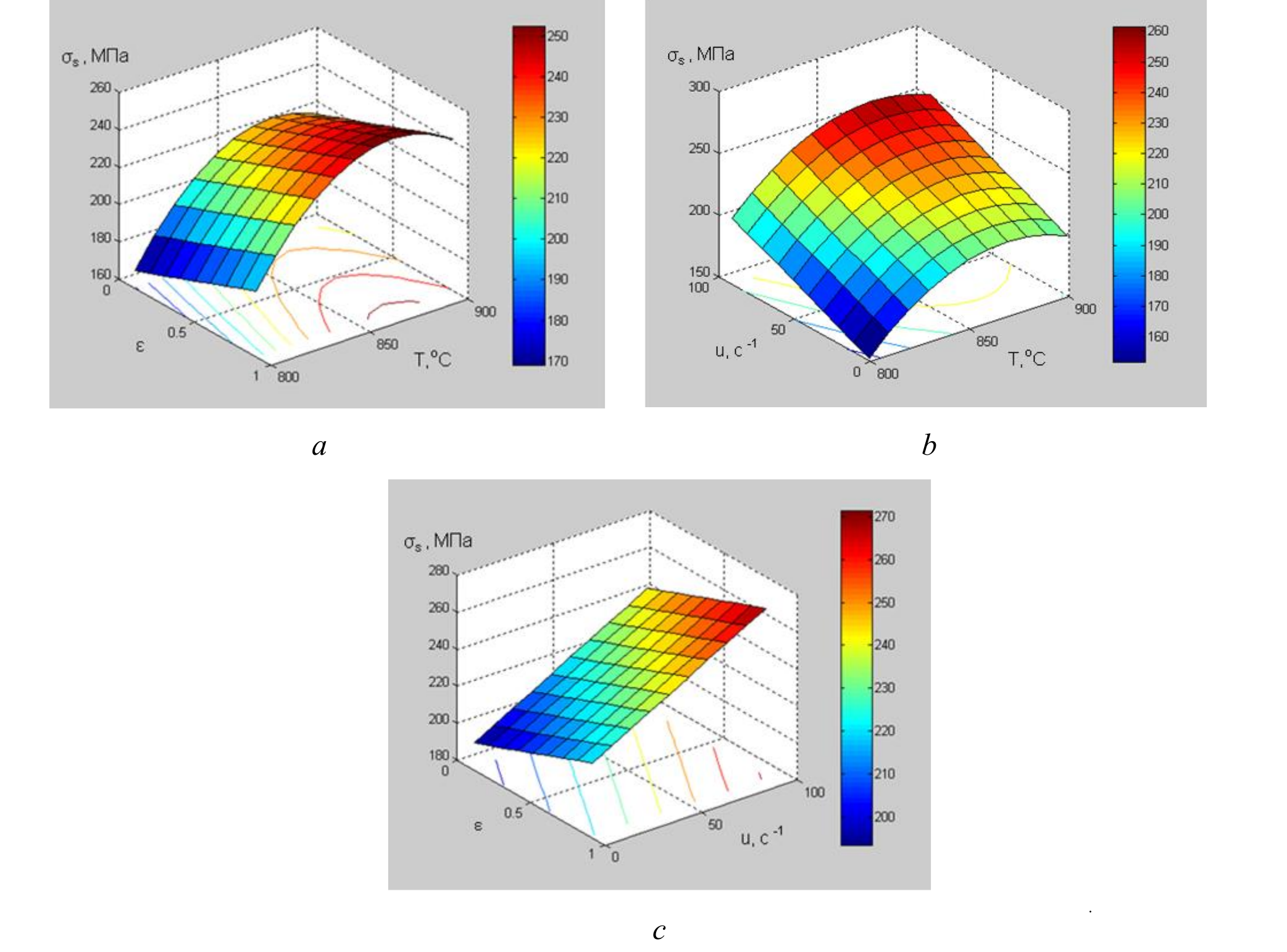
Figure 2(b) shows the combined influence of temperature and strain rate. The decrease in flow stress with increasing temperature again reflects thermal activation of plastic flow. By contrast, increasing strain rate raises flow stress because the material has less time for thermally activated relaxation during deformation. In practical rolling terms, this means that temperature and strain rate cannot be selected independently: higher throughput and faster deformation are beneficial for productivity, but they also increase rolling loads unless compensated by a sufficiently high deformation temperature.
Figure 2(c) presents the strain–strain-rate surface. Over the domain shown, flow stress rises almost monotonically with both variables. This behavior is consistent with the predominance of strain hardening under conditions of limited heat dissipation. The key implication is that deformation degree and strain rate act in the same direction with respect to instantaneous resistance to plastic flow, even though their indirect thermal effects can partially offset that trend when adiabatic heating becomes pronounced.
These trends are consistent with earlier studies of thermoplastic processing and phase transformation in the same steel family. Previous work on 10HFTBch steel indicated that the favorable deformation-temperature interval lies close to 850 °C–900 °C, where the austenitic structure can be deformed without excessive resistance while still creating conditions favorable for subsequent refinement during cooling [6, 7]. Likewise, earlier rolling studies showed that lowering the finishing temperature within an appropriate range refines recrystallized austenite, improves the ferritic structure after transformation, and contributes to greater structural uniformity across the section [7]. The present constitutive analysis does not replace those process studies, but it provides a mechanistic explanation for why the identified processing window is effective.
| Surface representation | Correlation coefficient \(r\) | |
| variance index \(r^2\) | ||
| Temperature–true strain, Fig. 2(a) | 0.978 | 0.956 |
| Temperature–strain rate, Fig. 2(b) | 0.962 | 0.925 |
| True strain–strain rate, Fig. 2(c) | 0.963 | 0.927 |
Table 2 summarizes the reported adequacy indicators. The highest agreement was obtained for the temperature–strain surface, followed by the temperature–strain-rate and strain–strain-rate surfaces. These values indicate that the analytical approximation reproduces the overall structure of the experimental relationships over the analyzed domain. At the same time, the interpretation should remain proportionate to the available evidence. Because the underlying study reports global correlations rather than residual plots, error distributions, or hold-out validation, the present results are best understood as a strong comparative adequacy assessment rather than as an exhaustive predictive validation of the constitutive law.
The practical implication of the flow-stress analysis becomes clearer when it is integrated with earlier process studies on 10HFTBch steel. Previous thermokinetic and hot-rolling investigations identified a favorable processing route consisting of finishing rolling near 850 °C, initiating accelerated cooling near 750 °C, and coiling near 600 °C [6, 7]. Under those conditions, the steel achieved a strength level of approximately 540 MPa–560 MPa, elongation of 25 %–29 %, and impact toughness of 0.80 MJ m−2–0.85 MJ m−2 [7]. In this context, accelerated cooling onset temperature and coiling temperature should be regarded as downstream control variables for the rolling line rather than as direct inputs to the constitutive surfaces in Fig. 2. The constitutive analysis is useful because it helps define the finishing-deformation conditions from which those downstream thermal decisions can be made rationally.
The revised manuscript also narrows several claims that were overly broad in the original version. The available evidence supports the conclusion that the proposed hot-working interval is compatible with favorable strength and toughness, but the fractographic images alone do not constitute a quantitative grain-size study. Accordingly, the present manuscript refers to structural refinement only in the context of the previously reported processing studies and avoids claiming a new standalone microstructural quantification. This more conservative interpretation aligns the paper’s claims with the actual level of experimental support.
The hot-deformation behavior of microalloyed 10HFTBch steel can be described consistently in terms of flow stress, and the resulting constitutive trends provide a useful basis for process selection in hot rolling. Within the analyzed process window, increasing deformation temperature decreases flow stress, whereas increasing true strain and strain rate increase the instantaneous resistance to plastic flow. The temperature–strain, temperature–strain-rate, and strain–strain-rate surfaces all show strong global agreement between measured and calculated values, with reported correlation coefficients of 0.978, 0.962, and 0.963, respectively.
When combined with earlier thermokinetic and hot-rolling studies on the same steel grade, the present analysis supports a practical rolling window centered on finishing deformation near 850 °C, initiating accelerated cooling near 750 °C, and coiling near 600 °C. Under those conditions, previously reported mechanical-property levels indicate that 10HFTBch steel is well suited to heavily loaded wheel applications. More broadly, the study shows that a clearly stated constitutive framework is a valuable tool for linking laboratory hot-deformation behavior with industrial process design.
The authors declare that they have no conflict of interest.
The data supporting the findings of this study are available from the corresponding author upon reasonable request.